體機")






一(yī)、矽除塵骨架表面處理(lǐ)工序:
a、這塗裝過程的(de)質量控制是嚴格按照塗層的(de)施工工藝要求,對工藝參數、施工環境、預處理(lǐ)、搬運、返修等進行監督檢查,從而袋籠的(de)塗裝質量。
b、在矽除塵骨架表面的(de)處理(lǐ),一(yī)般采用化學(xué)處理(lǐ)方式将袋籠表面的(de)油、鏽、氧化皮及其他雜物等 幹淨,排除影響化學(xué)結合及性結合的(de)因素。
c、選擇塗裝施工方法,根據除塵器工作的(de)工況确定布袋的(de)濾料與袋籠的(de)塗層,我們一(yī)般選用鍍鋅和(hé)噴塗矽兩種。
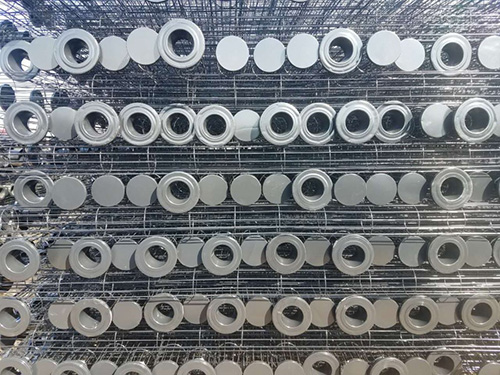
二、矽除塵骨架制作流程:
a、矽粘合力強的(de)厚度在60-70μm之間。
b、将已加工好的(de)袋籠浸入除油槽15分鍾,目的(de)是除去(qù)袋籠表面的(de)油污。
c、從除油槽中取出袋籠放入清洗槽進行浸泡清洗,目的(de)是除去(qù)袋籠上的(de)除油劑。
d、從清洗槽取出袋籠放入除鏽槽進行除鏽處理(lǐ),目的(de)是除去(qù)袋籠上的(de)金屬氧化層,增強吸附力。
e、從除鏽槽取出籠骨放入磷化槽進行磷化處理(lǐ),目的(de)是增強袋籠表面的(de)粘合力。
f、将處理(lǐ)好的(de)袋籠放入烤箱,溫度設為(wèi)$2100℃,進行20-30分鍾的(de)烘幹,目的(de)除去(qù)袋籠上的(de)水份,保持袋籠本體的(de)幹燥。
g、取出袋籠,将調制好的(de)矽均勻的(de)噴塗在袋籠表面。塗層厚度在60μm~100μm。
h、将噴塗好的(de)袋籠放入烤箱,溫度設為(wèi)$2220℃,進行120分鍾的(de)烘烤。之後保持$2200℃,進行30分鍾的(de)熱定型。将袋籠自(zì)然冷卻,即完成了袋籠矽噴塗工藝。
